长知识——维特根 HT22 刀座的更换
在上期的【小维学院】中,为大家介绍了维特根品牌快换刀座的小知识。今天,小维将继续为大家详细介绍如何对维特根 HT22 快换刀座进行更换,赶快跟小维一起长知识吧!
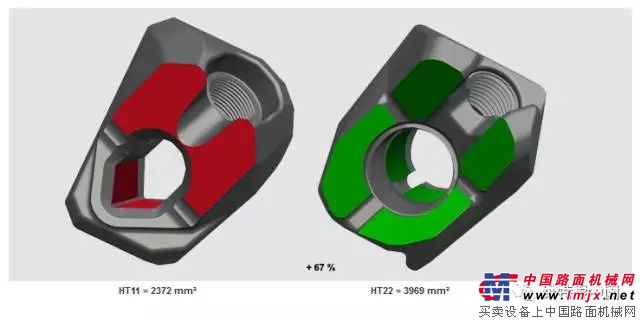
HT22 快换刀座的主要特性是耐磨性增强,这样可以显著提高刀座的使用寿命,从而大幅降低因更换刀座导致的停工时间。此外,HT22 快换刀座的接触面为棱镜形状,其支承面比 HT11 刀座增加 67 %,上刀座和下刀座之间的密封件可以轻松拆卸。
HT22 快换刀座第一次使用约 10 个工作小时后需进行首次检查,之后的检查间隔为 500 小时,与 HT11 刀座相比延长了 250 小时。在更换刀座时,应小心谨慎,使用正确的工具,并严格遵循检修周期。如果刀座保养充分,正确更换仅需要几分钟时间。
请注意:刀座必须始终保持最佳状态,因此建议一天内多次检查其磨损状况。使用铣刨鼓转动装置,将铣刨鼓转动到可以轻松拆装刀头和刀座的位置后进行操作。
HT22 快换刀座更换步骤:
1.首先清除紧固螺栓入口处的沥青残留,然后用螺丝刀将密封盖撬下来。
小维提示:使用维特根品牌的防尘盖可以节省清洁时间,从而加快更换速度。

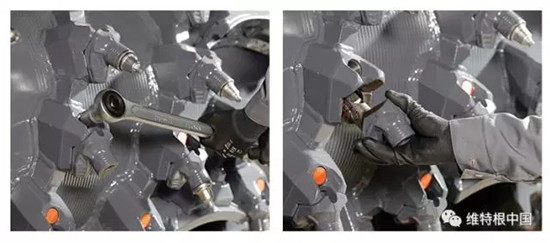
2.仔细清洁紧固螺丝,用内六角扳手拧松螺栓并完全拆下。一旦紧固螺栓被拆下,即可从下刀座中拔出刀座。螺纹和螺栓头可能会在切削过程中承载高负荷而发生变形,因此为防止损坏下刀座内的螺纹,不应重复使用紧固螺栓。
小维提示:
螺栓拆卸时,应将扳手伸入螺栓最底部,以防损坏螺栓。
更换时请勿使用已磨损的扳手。
3.更换过程中必须仔细清洁下刀座的螺纹内径和上刀座安装孔,并检查是否损坏。彻底清洁后,应确保下刀座内没有残留的铣刨料,且上刀座和下刀座接触面之间可以无缝隙紧密贴合,如果下刀座的接触面不平整或有损坏,则可能导致刀座柄断裂。
如果接触面状况完好,则将刀座密封圈套在新刀座柄上。然后在上刀座刀柄上涂抹耐高温润滑脂(高达 100℃),涂完后将刀柄置于下刀座内。润滑脂具有密封和防止刀座腐蚀的功能,也有助于刀座的顺利拆装。

4.同时在紧固螺丝上涂抹耐高温润滑脂,然后将螺栓置于螺纹内径中转动大约三圈。如果在拧紧螺栓时需要使用很大的力,则务必用丝锥在下刀座上重新攻丝螺纹。
小维提示:
切勿使用已经使用过的紧固螺丝。
5.使用扭矩扳手将紧固螺丝拧紧至 500 Nm 扭矩。
小维提示:
应使用手动扭矩扳手紧固六角螺栓。

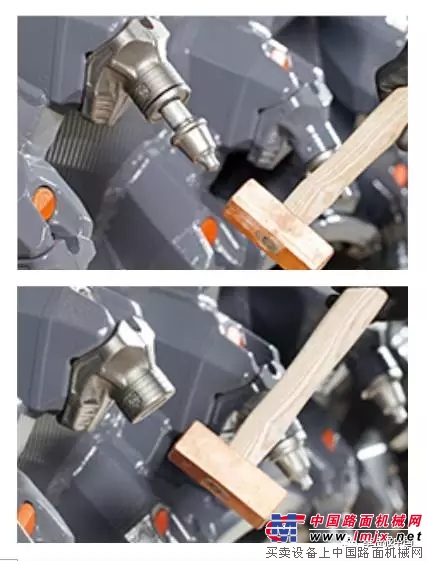
6.紧固螺栓拧紧后应进行敲击测试。使用 1kg 的铜锤对刀座的接触部位进行敲击,检查刀座是否需要进一步紧固。然后必须再次检查紧固螺栓的扭矩是否合格(500Nm)。将密封塞安装在紧固螺栓上,最后使用铜锤安装新刀头完成更换。
小维提示:首次使用(工作约 10 小时)后,必须将内六角螺栓重新拧紧至500 Nm;然后每工作 500 小时(500 小时、1,000 小时、1,500 小时)后检查一次,如果发现旋转异常,则必须对下刀座进行检查。

设备的良好运转离不开悉心的保养,正确及时地更换刀座不仅能够提高工作效率和施工质量,还能获得更佳的操作体验,希望今天的【小维学院】能让各位维粉有所收获。
近期,维特根集团优质零配件正在超值促销中,详情请咨询当地经销商。更多产品配件信息及最新资讯,请继续关注维特根中国微信公众号。